Die casting is limited to aluminum, zinc and magnesium lightweight alloys, whereas CNC machining works with nearly all metals plus engineering plastics. Mischoosing between the two processes easily leads to bloated costs and extended lead times. This article compares their working principles, pros and cons, process types, performance gaps and application scenarios to help you select the optimal production solution for your project.
What Is High-Pressure Die Casting?
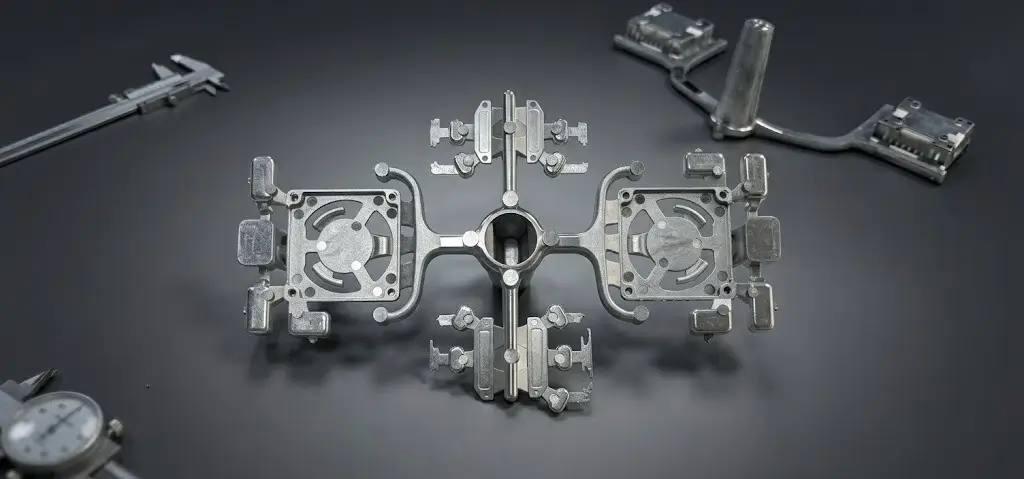
High-pressure die casting is a mature near-net-shape forming process dedicated to non-ferrous light alloys. Molten aluminum, zinc or magnesium alloy is injected into hardened steel dies under extreme hydraulic pressure, then cooled and ejected to obtain complete part blanks in a single cycle.
The process stands out for integrated complex geometry forming and ultra-fast cycle speeds. It easily creates thin walls, built-in ribs, enclosed flow channels and large integrated housings that would incur massive costs if fully machined. After ejection, cast blanks only need trimming, deburring or targeted secondary CNC work on critical assembly surfaces.

Pros and Cons of Die Casting
Every manufacturing technology has inherent boundaries. Clarifying die casting’s strengths and drawbacks avoids improper process matching for alloy component projects.
Advantages of Die Casting
Die casting enables one-piece fabrication of complex hollow geometries inaccessible to cutting tools. Material utilization exceeds 90% with little waste generated. After die trial validation, per-unit costs fall significantly, delivering clear economic benefits for mass production. High-pressure injection yields consistent raw casting surfaces ready for polishing, spray painting and electroplating.
Disadvantages of Die Casting
Solidification shrinkage and trapped micro air generate unavoidable tiny porosity inside die castings, weakening fatigue resistance and pressure tightness. Hardened steel dies require substantial upfront investment and long lead times for fabrication. As-cast dimensional tolerances are relatively loose; all mating holes, sealing faces and positioning planes require secondary CNC machining to meet assembly requirements. Design modifications demand costly die rework, limiting iteration flexibility.
What Is CNC Machining?
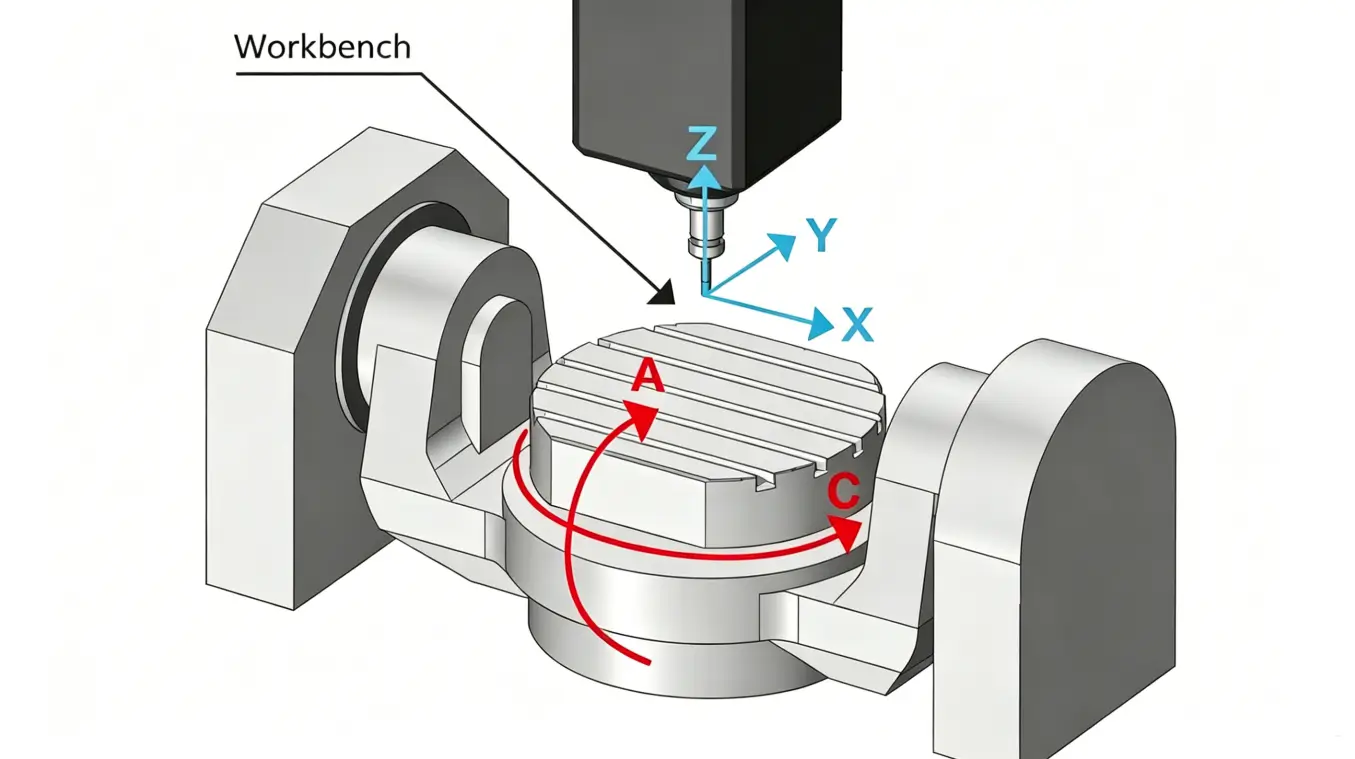
Many engineers turn to CNC machining for high-tolerance custom parts. CNC machining is a universal subtractive manufacturing process that shapes finished parts from solid wrought alloy billets or extruded bars via digitally controlled cutting tools. Core operations include milling, turning, drilling and grinding to remove excess material and form target geometry.
No custom forming dies are required, so the process supports fast prototype development and frequent design adjustments. It achieves ultra-stable dimensional accuracy and flawless internal metal microstructure, making it the top choice for all precision-critical alloy functional parts.

Pros and Cons of CNC Machining
Custom CNC machining sets the industry benchmark for precision alloy component production, but its cost and structural limits restrict large-batch complex housing projects.
Advantages of CNC Machining
Machined alloy parts retain continuous, intact grain flow of wrought stock, delivering consistent tensile strength, excellent fatigue performance and full pressure tightness. It stably holds micron-level tight tolerances on all functional surfaces without secondary finishing. With zero die development costs, it delivers fast turnaround for prototypes and small customized batches, and supports unlimited design revisions without extra tooling fees.
Disadvantages of CNC Machining
Large volumes of raw alloy are removed as metal chips during processing, resulting in low material utilization and pushing up overall CNC machining costs. Deep enclosed cavities and complex internal ribs create unreachable dead zones for cutting tools; such structures require split multi-piece assembly instead of one-piece forming, further driving up labor and processing expenses. Per-part processing time, labor and tool wear costs remain fixed, leading to high overall expenditure for mass-volume orders above several thousand units.
Die Casting Vs CNC Machining: Types and Techniques
Die casting and CNC machining each contain specialized process branches built for distinct alloy types, geometric complexity and output targets. Each variant carries clear applicable production boundaries.
Common CNC Machining Techniques
Modern CNC subtractive processes are classified by cutting motion and workpiece form, with independent application scenarios for each category.
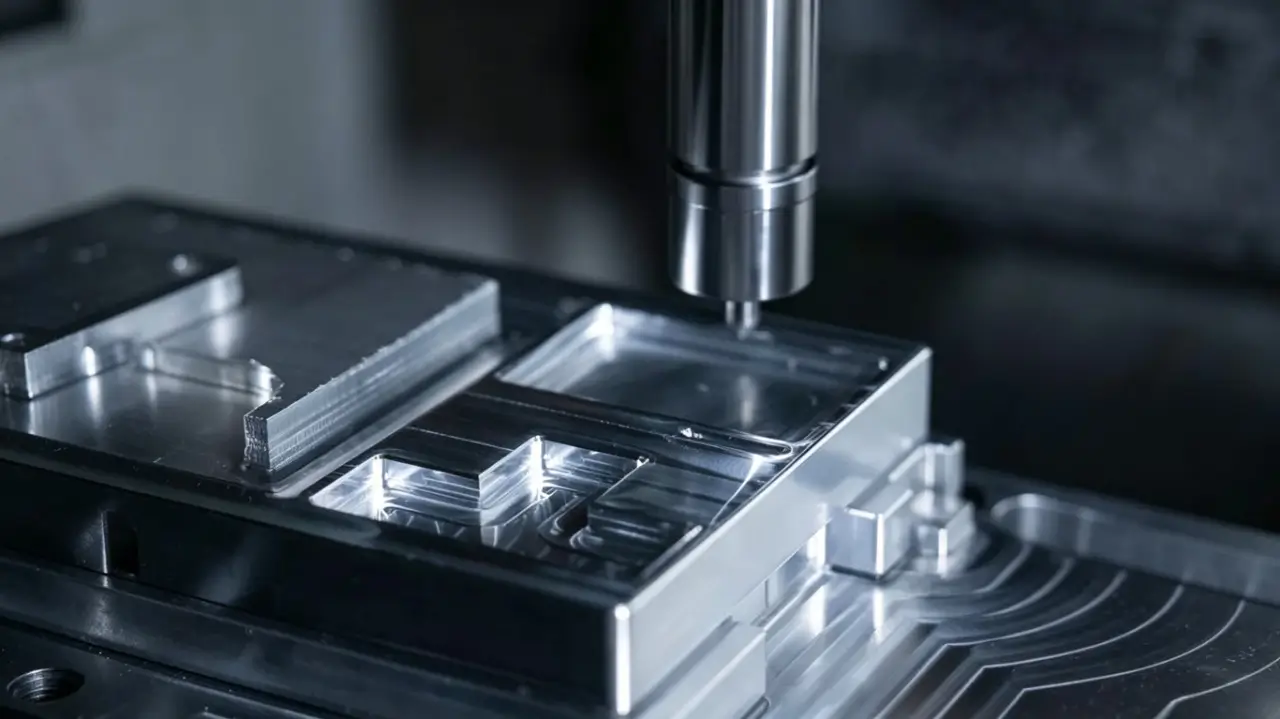
1.CNC Milling: 3/4/5-axis milling machines deploy rotary cutters to process asymmetric blocks, curved contours and shallow cavities, widely used for alloy equipment housings, fixture bases and irregular structural brackets.
2.CNC Turning: Conventional lathes and Swiss lathes spin bar stock against fixed inserts to manufacture axisymmetric alloy parts including shafts, sleeves, threaded pins and fasteners with superior concentricity.
3.Drilling & Tapping: Complementary processing integrated within milling or turning cycles, fabricating precision positioning holes and internal threads for assembly connection; deep-hole drilling handles long narrow bore features.
4.Surface & Cylindrical Grinding: Fine abrasive finishing with minimal stock removal, used to achieve ultra-smooth surface roughness for alloy sealing surfaces, bearing journals and friction contact faces.
Common Die Casting Variants
Die casting is primarily split into high-pressure and low-pressure die casting based on injection pressure and mold setup, with aluminum, zinc, magnesium as the mainstream casting alloys under each category.
High-Pressure Die Casting
The most widely adopted mass-production variant. Molten alloy is injected into hardened steel dies under intense hydraulic pressure. It supports ultra-thin walls, intricate rib structures and fast cycle times, compatible with aluminum, zinc and magnesium alloys for automotive and consumer electronic mass parts.
Low-Pressure Die Casting
Alloy liquid rises into the mold cavity under mild air pressure. Slow filling reduces internal porosity and shrinkage defects, delivering improved mechanical performance. Mainly used for aluminum alloy structural components with high tightness requirements such as wheel hubs and hydraulic housings.
Alloy-Based Classification under Die Casting
1.Aluminum Die Casting: High clamping force machines for automotive structural parts, electronic heat sinks and large equipment housings; balances light weight and structural rigidity.
2.Zinc Die Casting: Low-melting-point zinc alloy casting for small thin-wall consumer electronic components, decorative shells and miniature gear parts with high surface finish.
3.Magnesium Die Casting: Ultra-light magnesium alloy casting for portable device frames and aerospace lightweight components, prioritizing weight reduction.
Die Casting vs CNC Machining: Main Differences
Engineers and buyers evaluate the two light alloy manufacturing methods through 8 practical manufacturing dimensions that directly affect design, budget and delivery schedules.
Dimensional Precision & Tolerance
CNC machining maintains repeatable micron-level accuracy to satisfy tight-fit dynamic assemblies. As-cast die casting blanks suffer dimensional deviation from alloy shrinkage and die thermal expansion; critical positioning and sealing surfaces must undergo secondary CNC processing to meet precision standards.
Structural & Geometric Feasibility
Die casting manufactures integrated single-piece components with sealed internal channels, dense reinforcing ribs and ultra-thin wall enclosures that cutting tools cannot access. CNC machining only processes open, externally exposed features; complex internal structures force split assembly and raise overall part costs.
Mechanical Consistency
CNC-machined alloy parts come from solid wrought stock with unbroken directional grain flow, uniform density and strong resistance to cyclic load and internal fluid pressure. Die castings form random grain boundaries plus micro porosity during molten alloy solidification, which reduces mechanical reliability for high-load, pressure-bearing components.
Surface Finish
CNC machining delivers controllable, uniform Ra values ideal for sealing, friction and cosmetic exterior surfaces. Raw die cast parts have minor parting lines and tiny sink marks; while their base surface quality outperforms sand casting, polishing or CNC trimming is still needed for high-end finished appearance.
Cost Economics
Die casting adopts high upfront steel die investment, with unit cost dropping drastically as batch size expands. CNC machining eliminates die fees for low-volume samples, yet constant machine and labor costs make mass production economically uncompetitive.
Raw Material Efficiency
Die casting directly forms near-net-shape alloy blanks, keeping material yield above 90% with limited scrap chips. CNC machining cuts away massive volumes of solid billet, and complex alloy parts may waste over half the original raw material.
Lead Time & Design Flexibility
CNC machining launches production immediately after CAD programming, supporting rapid prototyping and frequent design tweaks. Die casting requires die machining, trial runs and defect debugging before formal production; every structural change requires expensive die modification and extended lead times.
Batch Suitability
Die casting achieves optimal cost efficiency for batches of 5,000 units and above, ideal for standardized mass-produced light alloy components. CNC machining fits prototypes, custom one-offs and low-volume replacement parts, lacking cost advantages for large serial orders.
Industrial Applications of Casting and Machining
Each manufacturing process matches distinct industrial use cases based on geometry, precision demand and production volume, which helps narrow down process selection quickly.
Common Applications for Casting
1.Automotive industry: gearbox housings, engine valve bodies, intake manifolds, wheel hubs and large structural brackets with integrated internal flow channels
2.Hydraulic & fluid power equipment: pump casings, manifold blocks, valve bodies and fluid distribution housings with intricate internal passageways
3.Heavy machinery: large equipment bases, gear cases, hydraulic tank frames and oversized structural frames produced via sand casting
4.Consumer electronics: lightweight aluminum/zinc alloy device shells, heat dissipation housings and internal structural supports via high-pressure die casting
5.Aerospace & precision hardware: thin-wall turbine fittings, intricate valve components and complex alloy structural parts manufactured by investment casting
Common Applications for CNC Machining
1.Precision motion components: transmission shafts, bearing sleeves, threaded pins and rotating parts requiring excellent concentricity
2.Medical equipment: implant blanks, surgical instrument housings and medical fixtures with strict biocompatibility and tolerance standards
3.Aerospace mating parts: aircraft fasteners, structural spacers and sealing fittings with micron-level dimensional requirements
4.Automation & tooling: custom fixture jigs, mold inserts, robotic end effectors and low-volume mechanical assemblies
5.Sealing & friction hardware: valve sealing faces, bearing journals and sliding components with customized smooth surface finishes
6.Custom prototypes & spare parts: one-off test samples, small-batch customized parts and equipment replacement components

How to Choose Between Die Casting and CNC Machining
Many buyers struggle to decide between high-pressure die casting and CNC machining for aluminum, zinc and magnesium alloy parts. This section summarizes clear judgment criteria based on part complexity, order volume, precision standards and budget limits.
When die casting is the better option:
1.Mass production runs of 5,000 pieces or above to amortize mold manufacturing costs
2.Parts with integrated complex inner channels, thin-walled enclosures and large one-piece housings
3.Non-load-bearing structural shells, electronic casings and automotive non-critical brackets that allow secondary machining for key surfaces
4.Projects requiring high daily output and consistent as-cast surface texture for cosmetic parts
When CNC machining is the better option:
1.Prototypes, trial batches or orders under 1,000 units without budget for custom hard molds
2.Functional components with ultra-tight tolerances, dynamic movement surfaces and pressure sealing requirements
3.Frequent design revisions; any structural change will trigger expensive mold rework for die casting
4.High-strength load-critical hardware that demands intact wrought metal grain structure without internal casting porosity
Combined Casting & Machining Workflow
Most industrial projects combine casting and machining to balance geometric complexity, production cost and precision requirements.
Manufacturers first produce near-net-shape blanks via casting to form complex internal structures and cut raw material expenses. Critical mating surfaces, mounting holes and sealing planes are then processed by CNC machining to hit tight dimensional tolerances. This hybrid workflow avoids the high cost of full machining while fixing the low precision defect of raw castings, which has become the mainstream production route for automotive, hydraulic and electronic structural parts.
ZH Precision: Specialists in CNC Machining & Die Casting
ZH Precision is a one-stop manufacturer integrating die casting and precision CNC machining, serving global OEM clients in automotive, electronics, new energy and automation. We own full production lines including high-pressure die casting equipment and multi-axis CNC machines, supporting aluminum, zinc and magnesium alloy custom parts from prototype to mass production.
Our experienced engineering team provides free DFM analysis and process selection suggestions based on your drawings, with strict ISO quality control and CMM full inspection. We deliver hybrid casting plus CNC finishing solutions to balance cost, precision and part performance. Send your CAD files to us for an accurate quotation and technical support.

Conclusion
Die casting and CNC machining serve differentiated demands for aluminum, zinc and magnesium alloy component manufacturing. Select high-pressure die casting for mass-volume complex thin-wall housings to cut long-term per-unit costs. Pick CNC machining for low-batch prototypes, high-precision functional hardware and load-critical parts requiring superior mechanical properties. For most medium-volume industrial light alloy components, combining die casting blanks with targeted CNC finishing delivers the optimal balance of manufacturability, cost and end-part performance.
FAQ
A:No. Die cast blanks have loose base tolerances, natural shrinkage deformation and parting lines. All assembly-critical positioning and sealing surfaces require CNC finishing to guarantee stable product fit and performance.
A:CNC machining is usually more cost-effective at 2,000 units, as steel die development fees cannot be fully amortized within small and medium batches. Die casting gains obvious cost advantages only above 5,000 pieces.
A:Yes. CNC machining skips die fabrication, enabling fast sample delivery and free design modifications. Die casting’s long pre-production cycle and high tooling cost make it uneconomical for prototype verification.