Working Principles of Three Multi-Axis Machining Types
The fundamental difference between 5-axis, 3+2 axis, and 4+1 axis machining lies in whether the rotary axes move during cutting. True multi-axis performance is not determined by hardware axis quantity, but by real-time synchronous interpolation capability during material removal.
What is 5-Axis Simultaneous Machining
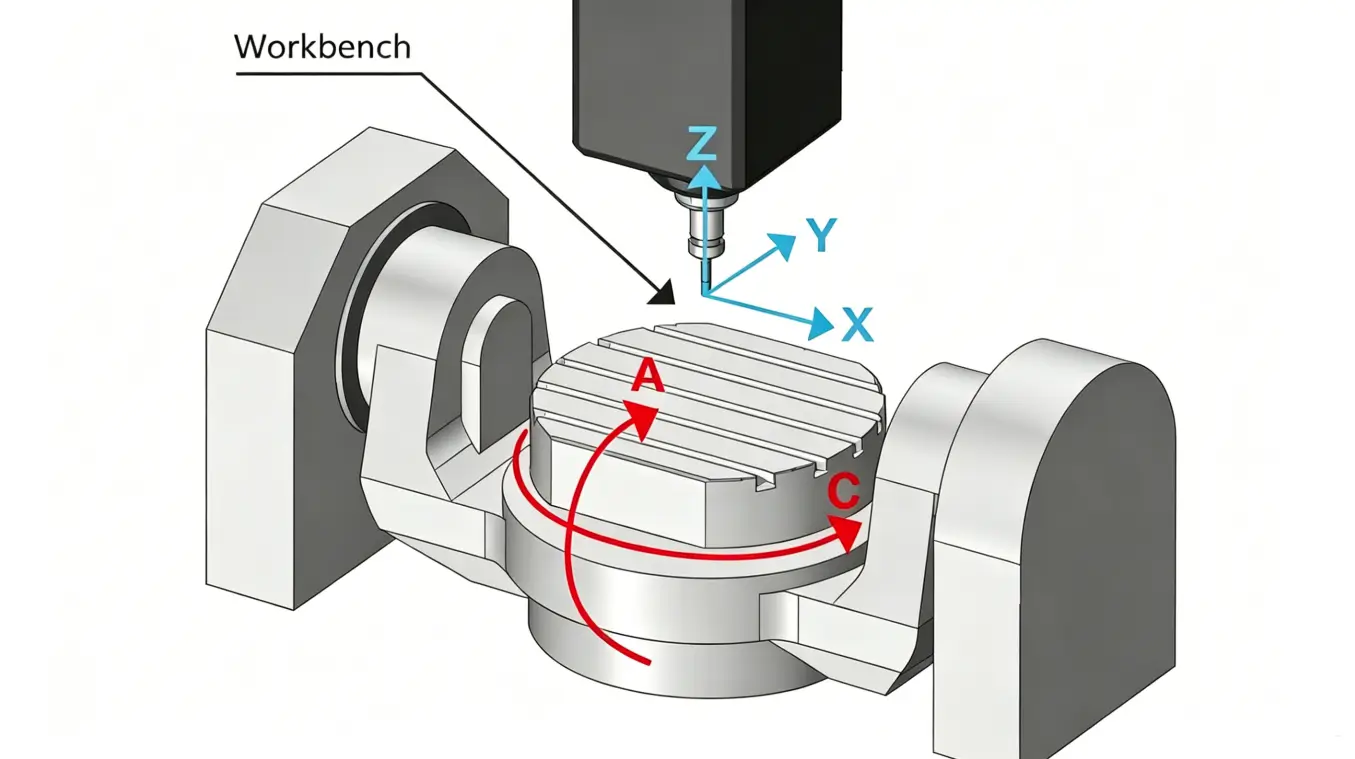
5-axis simultaneous machining allows three linear axes (X, Y, Z) and two rotary axes (A, B, or C) to move synchronously throughout the entire cutting process. The tool orientation dynamically adjusts along complex curved contours, enabling continuous, tangent-following toolpath movement without stopping or repositioning the workpiece.
This full linkage capability eliminates segmented cutting and allows the spindle to maintain optimal cutting angles on deep cavities, curved surfaces, undercuts, and complex organic geometries. With one-time clamping, 5-axis machining removes cumulative positioning errors caused by repeated re-fixturing, delivering consistent dimensional accuracy and uniform surface finish. It is the only multi-axis method capable of processing continuous free-form surfaces.
What is 3+2 Axis Indexed Machining
3+2 axis machining, also known as indexed 5-axis machining, uses full 5-axis machine hardware but operates in a non-continuous mode. The rotary axes only function for positioning purposes. The workflow separates positioning and cutting completely.
Workpieces or spindle heads are rotated to a fixed angle and mechanically locked. Once the angle is set, all cutting operations are performed purely by X, Y, Z linear movement. While this method improves traditional 3-axis machining by enabling multi-angle processing, it cannot adjust tool angles dynamically during cutting. All curved surfaces requiring transitional axis movement cannot be processed accurately, resulting in segmented tool paths and visible transition lines between different indexed angles.

What is 4+1 Axis Machining
4+1 axis machining operates with four synchronously moving axes while one single rotary axis remains fixed at a constant angle. It offers limited angular flexibility between standard 3-axis machining and full 3+2 indexed machining.
This configuration is designed specifically for parts requiring only one consistent inclined orientation. It cannot perform multi-angle indexing or continuous surface compensation. Its simplified motion structure provides stable cutting for basic angled features but lacks the flexibility for complex multi-sided or curved component manufacturing.
Core Differences Between Three Machining Solutions
Each multi-axis machining mode delivers distinct performance in terms of machining flexibility, cutting rigidity, programming logic, surface quality, error control, and manufacturing cost. These technical gaps define their real-world production limits and industrial value.
Machining Capability and Structural Adaptability
5-axis simultaneous machining provides unlimited angular accessibility, allowing tools to reach complex undercuts, deep curved cavities, twisted surfaces, and organic profiles that cannot be achieved by any other multi-axis method. Continuous tool orientation adjustment eliminates dead zones and ensures uniform material removal across complex geometries.
3+2 axis indexed machining only supports fixed-angle planar cutting. It excels at multi-sided features, inclined holes, angled bosses, and tilted pockets. However, all transitional curved surfaces must be approximated through segmented positioning, resulting in minor misalignment and visible tool step lines.
4+1 axis machining is limited to single-angle inclined features. It cannot handle multi-angle composite structures or continuously changing surfaces, making it suitable only for simple, low-variation mechanical parts.
Programming Logic and Technical Threshold
5-axis CAM programming requires advanced toolpath strategy, collision avoidance simulation, RTCP compensation, and multi-axis smoothing parameters. Programmers must control vector orientation, tilt angle, lead-lag angle, and spindle rotation synchronization. Due to complex tool vector calculation, 5-axis programming remains the most technically demanding CNC process.
3+2 axis programming inherits standard 3-axis toolpath logic. Programmers only define fixed rotary positions before executing conventional 3-axis cutting. The learning curve is far lower, and most experienced 3-axis operators can produce qualified programs with minimal training.
4+1 axis programming follows simple 4-axis motion rules with one fixed tilt parameter. The process requires no advanced multi-axis strategy and is highly repeatable for standardized batch production.
Machining Accuracy and Surface Finish
5-axis simultaneous machining delivers superior surface quality because the tool maintains consistent chip load, cutting speed, and contact angle throughout curved profiles. Continuous toolpath movement eliminates segmentation marks, creating mirror-smooth surfaces with minimal manual post-processing.
3+2 axis machining achieves high dimensional accuracy for planar features but produces minor surface discontinuities at angle transition boundaries. These transition lines require secondary polishing for appearance-critical parts.
4+1 axis machining provides acceptable precision for structural components but leaves obvious tool traces on angled edges. It is not suitable for high-precision assembly surfaces or aesthetic parts.
Cutting Rigidity and Production Efficiency
3+2 axis machining offers the highest cutting rigidity among all multi-axis modes. Locked rotary axes eliminate structural vibration, allowing heavy stock removal and high-feed machining. This makes 3+2 axis the fastest and most stable solution for mass production of rigid multi-angle parts.
5-axis simultaneous cutting involves continuous rotary axis movement, which slightly reduces overall rigidity. It prioritizes precision and surface quality over heavy cutting efficiency.
4+1 axis rigidity is stable but functionally limited, making it efficient only for simple low-complexity batches.
Equipment Cost and Economic Value
Full 5-axis machining centers require high-end servo systems, precise rotary tables, advanced control software, and professional programming labor. The overall operational cost remains the highest among multi-axis solutions.
3+2 axis machines provide the best balance of performance and cost. They deliver multi-angle processing capability at a moderate investment cost, making them the most practical upgrade for traditional CNC workshops.
4+1 axis machining requires the lowest equipment and labor cost, offering basic multi-angle functionality for budget-sensitive manufacturing.
Detailed Comparison of Multi-Axis CNC Machining Types
Modern CNC workshops mainly adopt three mainstream multi-axis machining methods: 5-axis simultaneous machining, 3+2 axis indexed machining, and 4+1 axis machining. Although all three solutions utilize multi-axis machine tools, they differ greatly in motion logic, angular flexibility, cutting stability, surface quality, programming difficulty, and production cost. Choosing the appropriate multi-axis processing mode directly affects machining accuracy, production efficiency, and overall manufacturing economy for custom precision parts.
5-Axis Simultaneous Machining Centers
5-axis simultaneous machining is equipped with three linear axes (X, Y, Z) and two rotary axes selected from A, B, and C. All five axes can move synchronously during the cutting process, enabling the cutting tool to adjust its orientation dynamically along complex curved contours.
This full linkage capability allows continuous, tangent-following toolpath movement without repeated re-clamping or workpiece repositioning. It maintains an optimal cutting angle throughout the entire machining process, effectively improving surface finish and dimensional consistency. 5-axis simultaneous machining is the only multi-axis solution capable of processing continuous free-form surfaces, deep cavities, and complex undercut structures.
3+2 Axis Indexed Machining Centers
3+2 axis indexed machining, also known as positional 5-axis machining, uses complete 5-axis machine hardware but separates positioning and cutting motions. The X, Y, and Z linear axes complete tool positioning first, while the A-axis and C-axis rotate and lock the workpiece at a fixed tilt angle before cutting begins.
No rotary axis movement occurs during the cutting process. All machining is performed through standard three-axis linear interpolation. Although 3+2 axis machining realizes multi-angle part processing, it can only complete segmented machining at discrete angles. Visible tool transition lines may remain at angular junctions, making it more suitable for rigid, high-efficiency batch production rather than ultra-smooth curved surface requirements.
4+1 Axis Machining Centers
4+1 axis machining consists of three linear axes (X, Y, Z) plus one programmable rotary axis (A or B), with one additional fixed tilt angle realized through customized workholding fixtures. Unlike dynamic multi-axis interpolation, the tilt angle is pre-locked before production and remains unchanged during the entire cutting process.
This machining mode provides limited angular flexibility for parts with single-direction inclined features. It simplifies programming procedures, ensures stable cutting rigidity, and reduces manufacturing costs. However, it cannot handle multi-angle composite structures or continuously varying curved surfaces, so it is only applicable for simple, low-variation precision components.
Industrial Application Scenarios for Different Multi-Axis Machining Types
Each multi-axis processing method is designed for specific industrial requirements, based on precision tolerance, geometric complexity, batch volume, and cost control demands. Selecting the correct machining mode directly improves yield rate, shortens lead time, and reduces unnecessary manufacturing costs.
Application of 5-Axis Simultaneous Machining
5-axis simultaneous machining is exclusively applied in high-end precision industries that demand zero segmentation errors and continuous curved surface accuracy. Typical applications include aerospace turbine blades, compressor impellers, aviation structural components, medical titanium implants, dental prosthetics, optical equipment parts, and high-precision mold cavities.
By completing full-component machining in a single setup, 5-axis technology eliminates cumulative clamping errors, improves geometric consistency, and satisfies ultra-tight tolerance standards required in aerospace and medical manufacturing.
Application of 3+2 Axis Indexed Machining
3+2 axis indexed machining dominates general precision manufacturing and mass production industries. It is widely used for automotive structural parts, automation tooling fixtures, mechanical brackets, mold inserts, inclined hole arrays, and multi-sided industrial components.
Its strong mechanical rigidity, heavy cutting capacity, and low failure rate make it the most practical multi-axis solution for factories pursuing both efficiency and cost performance. Most commercial multi-axis batch production relies on 3+2 axis processing.
Application of 4+1 Axis Machining
4+1 axis machining is mainly used for low-complexity industrial components with fixed single-angle requirements. Common applications include standard inclined fittings, simple mechanical brackets, small structural plates, and ordinary equipment parts.
It provides basic multi-angle processing capability for low-budget mass production without requiring advanced multi-axis equipment or professional programming skills.
Conclusion
5-axis simultaneous machining, 3+2 axis indexed machining, and 4+1 axis machining serve completely different manufacturing purposes. 5-axis technology specializes in ultra-precision, complex curved components requiring continuous toolpath movement. 3+2 axis machining provides rigid, efficient, and cost-effective multi-angle production for mainstream industrial parts. 4+1 axis machining offers basic inclined processing for low-complexity, budget-friendly manufacturing.
Understanding their mechanical principles, precision limits, rigidity differences, and industrial boundaries allows manufacturers to optimize processing strategies, reduce production costs, and improve part quality for custom CNC machining projects.
FAQ
A:No. 3+2 axis is indexed 5-axis positioning machining rather than true 5-axis simultaneous machining. It cannot perform dynamic tool angle adjustment during cutting, so it cannot process continuous free-form curved geometries.
A:Yes. Almost all full 5-axis machines support 3+2 indexed mode. Locking rotary axes significantly improves machine rigidity, vibration resistance, and cutting stability during heavy stock removal.
A:For complex high-precision parts, 5-axis simultaneous machining is the only qualified solution. For standard multi-angle industrial components, 3+2 axis delivers the best overall cost performance. For simple fixed-angle batches, 4+1 axis machining minimizes production costs.