A clear understanding of core CNC machining cost drivers enables engineers and procurement professionals to conduct precise budget estimation, validate supplier pricing rationality, and implement targeted optimization strategies. This guide systematically analyzes critical cost factors and delivers actionable solutions to lower manufacturing costs while maintaining strict part quality and precision standards.
Factors Affecting CNC Machining Costs
Cost fluctuations of custom CNC components stem from seven core dimensions ranging from early-stage part design to final shipment. Every specification tweak directly alters total production expenditure, and we break down each cost contributor with detailed engineering references below.

Design Cost
Part design serves as the fundamental factor that determines overall CNC machining expenditure. Unreasonable structural design is the primary source of unnecessary manufacturing costs.
Complex geometries, deep cavities, thin walls, dense features, and excessive undercuts require repeated clamping, prolonged programming, and multiple machining sequences. These design defects greatly increase production difficulty and cycle time. As referenced in industrial design standards, metal parts need minimum wall thickness above 0.5 mm and plastic parts above 1.0 mm; ultra-thin construction demands low-speed cautious cutting to avoid part deformation and scrap loss. Besides, oversized deep small holes and irregular inner bores need customized small-diameter end mills, slowing down cutting efficiency and pushing up processing cost.
In addition, non-standard structural features demand custom tooling and specialized fixturing, generating additional one-time setup expenses. Poor design manufacturability directly raises overall project costs. Designers can apply CAD/CAM simulation in advance to fix flawed structures before formal production and cut redundant machining workload.
CNC Machine Tool Cost
Different CNC machines carry distinct hourly rates based on equipment depreciation, purchase cost, precision, functionality, maintenance expense and technical threshold. Selecting mismatched machine models is a common cause of overpaying for component fabrication.
| Machine Type | Typical Hourly Rate (USD) | Complexity Level | Typical Applications |
| 3-Axis CNC Milling | $35 – $60/hr | Low–Medium | Enclosures, plates, brackets |
| 4-Axis CNC Milling | $60 – $90/hr | Medium–High | Engine mounts, manifolds |
| 5-Axis CNC Milling | $100 – $150/hr | High–Ultra High | Aerospace components, impellers |
| CNC Turning (Lathe) | $30 – $55/hr | Low–High | Shafts, pins, bushings |
The 3-Axis CNC Machining Process is one of the most cost-effective manufacturing methods for conventional parts, as basic 3-axis mills and lathes feature lower operating costs. In contrast, 5-axis centers deliver higher precision and multi-angle processing capability but come with expensive hourly fees, maintenance costs, and higher technical thresholds. Swiss-type lathes and grinding equipment also command premium hourly pricing for ultra-precision miniature parts.
Material Cost
Material choice has a direct impact on CNC machining cost per part. Materials such as stainless steel and titanium typically require higher machining effort due to increased hardness and tool wear, resulting in longer cycle times and higher production cost compared to aluminum or mild steel.
Raw material pricing also varies with market supply and demand, which can affect overall project cost. In addition, materials that require secondary finishing or tighter machining requirements will further increase manufacturing time and cost, making material selection a key factor in balancing performance and budget.
Machining Time
Machining time directly correlates with machine hourly charges, making it the core variable of final pricing.
Part complexity, feature density, material hardness and clamping frequency jointly determine total cutting duration. Complicated parts require continuous tool path adjustment, frequent tool changes, and repeated clamping, which greatly extend cycle time. Advanced technologies like high-speed milling and 5-axis one-clamp forming effectively cut total runtime by reducing re-fixturing steps. Longer machining time consumes more equipment resources and occupies workshop production capacity, resulting in accumulated hourly overhead fees.
Labor Cost
CNC manufacturing involves professional labor costs including CAD modeling, CAM programming, machine setup, on-site operation, in-process inspection, technical support and post-production arrangement.
Complex multi-axis parts require experienced engineers for precise programming and process arrangement, bringing higher technical labor fees. Meanwhile, high-precision components need manual inspection via CMM equipment and dimension verification, further increasing labor input. Skilled technician wages and quality control labor vary by regional economy, also creating obvious price gaps between different global suppliers.
Surface Treatment
Basic post-processing and advanced surface finishes generate different levels of additional charges.
Simple deburring, solvent cleaning and sandblasting require minimal manual work with negligible cost increases. Custom treatments such as hard anodizing, passivation, electropolishing, PVD coating and electroplating rely on professional outsourced workshops. These customized surface finishes are essential for corrosion resistance, aesthetics, and wear resistance of automotive and medical parts but add measurable production expenses.
Tolerance and Quantity
Tolerance standards and production volume profoundly affect unit part pricing.
Ultra-tight dimensional tolerances below ±0.01mm require reduced cutting feed rates, enhanced inspection frequency, and stricter process control. These precision requirements slow down production efficiency and raise failure risks, increasing overall manufacturing costs.
In terms of quantity, small-batch and prototype orders cannot dilute fixed setup, programming, and fixturing costs. Large-scale production effectively averages one-time fixed expenses, achieving significantly lower unit prices via economies of scale.
Cost Calculation Formula (Added per your requirement)
Total CNC Part Cost = Raw Material Cost + Setup & Programming Cost + Machining Runtime Cost + Labor Cost + Tool Wear Expense + Surface Finishing Cost + Shipping & Logistics Cost
This all-inclusive formula covers every expenditure item mentioned above for accurate quotation auditing and budget calculation.
Strategies to Save CNC Machining Costs
Following CNC Machining DFM Principles delivers the largest cost-saving potential with minimal extra investment. Applying these guidelines at the drawing stage helps avoid costly structural changes after production begins.
Cut redundant intricate features and relax over-defined specs on non-mating areas; adopt standard thread and hole sizes to eliminate custom tool purchase. Modular split for oversize complex parts simplifies single-piece processing difficulty and scrap rate. All these design tweaks directly reduce long machining cycles and custom fixture expenses.
Improvement of Machining Technology
Well-developed machining processes shorten cutting time and lower auxiliary consumption consistently.
Fine-tuned feed rates, cutting depth and matched cutting tools reduce abnormal tool wear and unexpected downtime, controlling hidden workshop overhead effectively. Upgrade to high-speed cutting or multi-axis composite processing for complicated workpieces to cut repeated clamping and auxiliary operation time.
Material Selection and Inventory Management
Select materials based on real working conditions rather than overengineering expensive stainless or titanium for ordinary load-bearing parts. Build long-term cooperation with qualified raw material vendors to get preferential bulk purchase pricing. Centralized stock management avoids excessive material backlog and idle capital waste; standardized blank dimensions minimize cutting scrap.
Automation and Intelligent Assistance
Adoption of automated bar feeders, quick-change clamping fixtures cuts repetitive manual operation and related labor cost. Pre-production CAM simulation catches programming errors in advance and prevents raw material waste from faulty trial machining. Intelligent workshop monitoring systems track real-time processing anomaly to lower reject rate.
Optimization of Mass Production
Group scattered small orders with identical material and similar structures into one production run to spread fixed setup charges over more finished pieces. Standardize regularly used component sizes so existing programs and fixtures can be reused for repeat orders and eliminate repeated programming expense.
How to Reduce CNC Machining Costs
Targeted cost reduction focuses on five core dimensions without downgrading component functionality. Each tweak targets common overspending points widely seen in typical custom machining orders.
Design Optimization
Simplify inner corner geometry by adding standard radii and remove unnecessary deep undercuts wherever possible. These small design changes eliminate slow, tedious fine machining and custom fixture costs. Avoid ultra-thin wall structures that force cautious low-speed cutting to prevent part deformation during processing.
Material Selection Tips
Material cost is directly affected by the selected grade and its suitability for CNC machining. Standard materials with good machinability, such as aluminum and mild steel, help reduce raw material cost and machining time. Using consistent material specifications across projects can also improve production efficiency and reduce procurement complexity.
Material availability and machining characteristics should be considered together when selecting materials, as both factors influence overall manufacturing cost and lead time.
Below is a table showing material type, surface finish, and estimated pricing for reference.
| Material | Surface Finish | Quantity | Unit Price (Estimated) | Lead Time (Estimated) |
| Aluminum | As Machined | 1 | $30 – $50 | 2 – 5 days |
| Aluminum | As Machined | 10 | $25 – $45 | 5 – 10 days |
| Aluminum | As Machined | 100 | $20 – $40 | 10 – 20 days |
| Aluminum | As Machined | 1000 | $15 – $35 | 20 – 40 days |
| Steel | As Machined | 1 | $35 – $55 | 2 – 6 days |
| Steel | As Machined | 10 | $30 – $50 | 6 – 12 days |
| Steel | As Machined | 100 | $25 – $45 | 12 – 24 days |
| Steel | As Machined | 1000 | $20 – $40 | 24 – 48 days |
| Stainless Steel | As Machined | 1 | $40 – $60 | 3 – 7 days |
| Stainless Steel | As Machined | 10 | $35 – $55 | 7 – 14 days |
| Stainless Steel | As Machined | 100 | $30 – $50 | 15 – 30 days |
| Stainless Steel | As Machined | 1000 | $25 – $45 | 30 – 60 days |
Tolerance Control Strategies
Reserve tight ±0.01mm tolerance only for critical mating surfaces. Open tolerance ranges for non-functional surfaces to speed up cutting and reduce extra CMM inspection fees. Looser standard tolerances allow machinists to apply higher feed rates and shorten overall cycle time naturally.
Surface Finish Considerations
Apply basic deburring and natural mill finish for internal hidden components that never contact external environments. Save premium finishes like hard anodizing or electropolishing exclusively for exposed or corrosion-prone parts to avoid redundant surface treatment charges.
Batch Size and Production Volume Optimization
Combine separate small-batch projects with matching raw materials to share one-time programming and setup fees. Expand single prototype orders into small serial production if future reorders are planned, effectively lowering per-unit fixed cost allocation.
CNC Machining vs Alternative Manufacturing Process Cost Comparison
Different manufacturing technologies carry unique cost structures, making process selection decisive to control overall project expenditure. Volume requirement, material option and precision standard together determine which production route delivers the best cost efficiency.
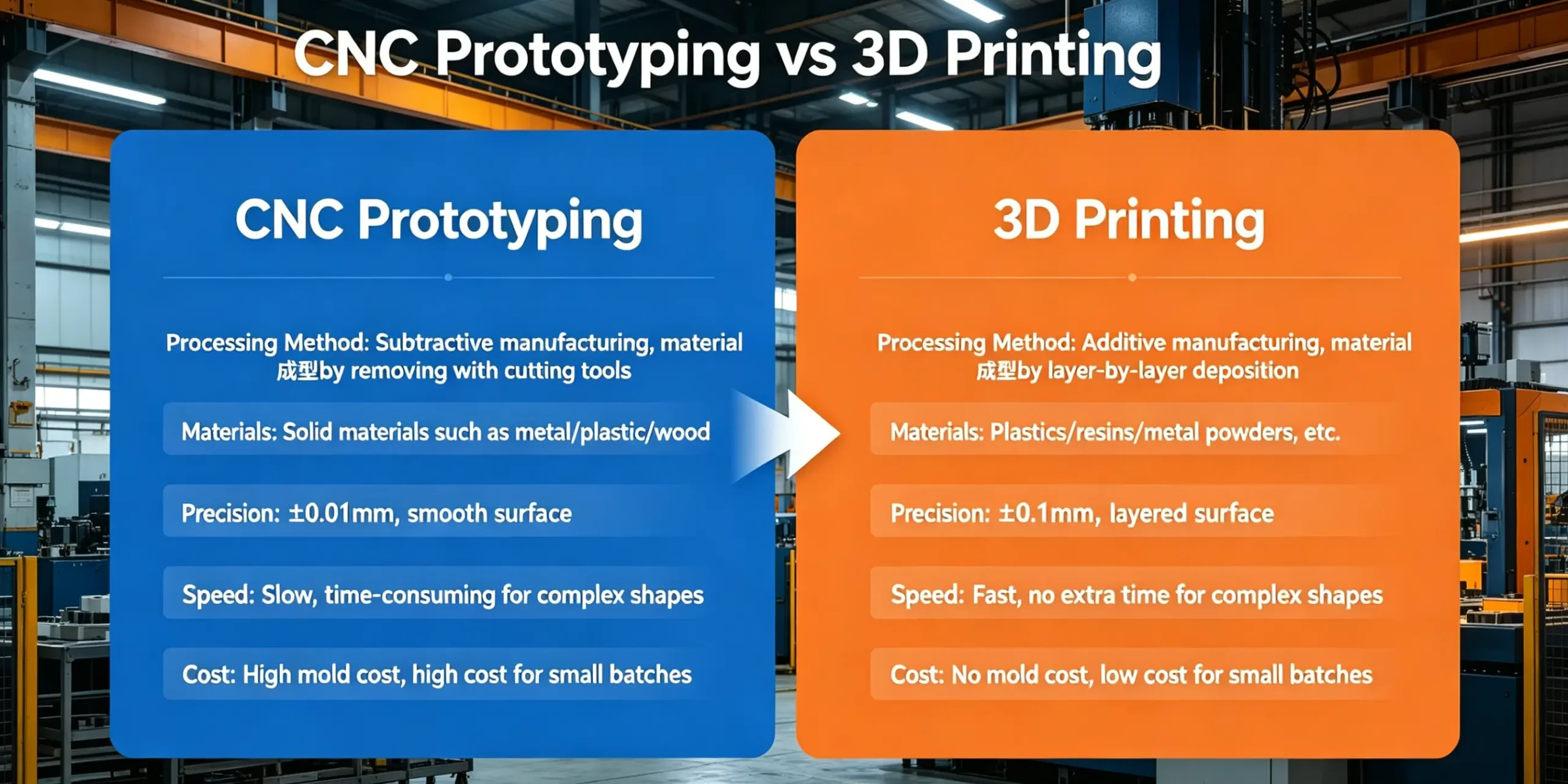
CNC Machining vs 3D Printing
When evaluating CNC Machining vs 3D Printing, 3D printing often provides a lower-cost solution for single-piece prototypes and low-volume trial samples because no tooling, fixtures, or CNC programming are required. It is commonly used for rapid design verification before production machining begins.
Once production quantities exceed 20–50 pieces, CNC machining generally becomes more cost-effective. Setup costs can be distributed across a larger number of parts, while the layer-by-layer manufacturing process keeps additive manufacturing relatively expensive for medium-volume production. CNC machining also offers broader material compatibility and tighter dimensional tolerances for precision components.
CNC Machining vs Die Casting & Injection Molding
Die casting and plastic injection molding demand expensive custom mold investment, which leads to prohibitive unit cost under low and medium batch below 1,000 pieces.
When order volume exceeds 10,000 units, amortized mold cost sharply cuts per-unit price. In this scenario, mold-based production outperforms CNC on cost. CNC remains the preferred choice for customized low-volume components where high tooling cost cannot be justified.
Why Choose ZH Precision for CNC Machining
Working with a reliable machining manufacturer helps you lock in reasonable pricing while maintaining consistent part quality. Our standardized production workflow and rich processing experience effectively avoid hidden costs caused by poor craftsmanship and repeated rework.
We follow strict free DFM reviews at the quotation stage to spot unreasonable design details and propose cost-saving adjustments free of charge. Our well-equipped workshop covers 3-axis, 4-axis and 5-axis milling as well as precision turning, allowing us to match appropriate machines based on part complexity instead of over-specifying costly high-end equipment blindly.
From raw material bulk procurement to centralized cooperative surface treatment vendors, our optimized supply chain controls material and finishing expenses. Whether you need small prototype batches or medium-volume serial production, we offer transparent itemized quotes with no unexpected hidden fees, supported by full material certification and complete dimensional inspection reports.

Conclusion
CNC machining cost is affected by design specifications, selected equipment, raw material grade, tolerance limits, batch quantity and post-processing options. Most unnecessary cost hikes stem from over-engineered drawings and improper process matching.
By applying DFM optimization, rational material selection and reasonable production planning, buyers can slash redundant spending without compromising part performance. With clear cost composition knowledge and our standardized cost calculation formula, you can accurately assess supplier quotations and make budget-friendly manufacturing decisions.
Share your CAD files with ZH Precision to receive a detailed breakdown quote plus complimentary DFM cost optimization suggestions.
FAQ
A: Prototype orders bear full setup, programming and fixture expenses over only a small number of components. These fixed one-time costs get spread across hundreds of units during bulk production, significantly bringing down per-piece pricing.
A: Yes. Strict precision requires slower cutting parameters and extra dimensional inspection via CMM, which extends cycle time and raises inspection costs. Restricting tight tolerances solely to critical mating features helps avoid unnecessary cost growth.
A: Not necessarily. Although 5-axis machine hourly rates are higher, complex multi-angle parts can be finished in one single clamping. It eliminates repeated re-fixturing required on 3-axis equipment and may cut total machining hours to reach a lower final cost.
A: Compare received quotes against our all-in-one cost formula, split each cost item including material, setup and finishing separately. Unreasonably high single-item pricing or missing cost breakdown usually implies opaque hidden charges.